The process of cleaning and disinfection is not down to one factor. To ensure efficiency (as required by standards like EU GMP Annex 1), key elements need to be considered both holistically, as well as in terms of their interactions. For a process like ‘clean-in-place’ (CIP), concepts like the Sinner Circle represent this approach clearly. This approach can also be applied to manual cleaning and the practices of cleanroom disinfection and cleaning. In recent years, the approach has been enhanced by accounting for other variables that affect cleaning and disinfection efficacy.
This article reviews this approach and presents the information in a way that could be used as a training aid for personnel tasked with cleaning and disinfection in the pharmaceutical and healthcare sectors.
During the late 1950s, a German chemist named Dr Herbert Sinner developed a model for the effective cleaning of materials through washing (1). Here the cleaning process is represented as a circle with four sectors. These are:
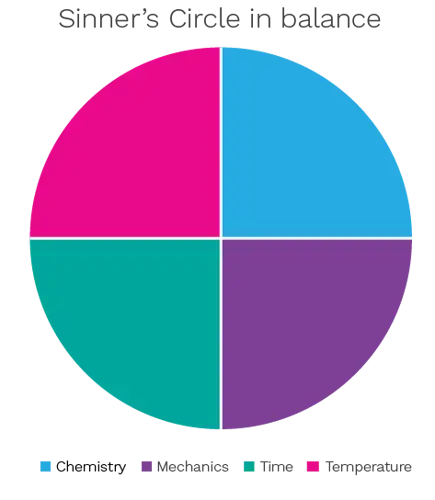
Figure 1: Sinner's Circle in balance
Sinner's Circle is still used when describing cleaning processes and how varying the size of some sectors means that other sectors are required to compensate.
For example, the balanced Sinner’s Circle can be represented by Figure 1.
In the context of the cleanroom, ‘mechanics’ can be substituted for ‘wiping’ and ‘chemistry’ would represent the optimal concentration of a cleaning or disinfection agent or the type of chemical used. The exact optimal proportions will vary according to the specific process or cleanroom application.
When one element is out-of-balance, the other elements need to compensate. For example, if mechanical action is skipped or decreased (again, in the cleanroom context simply spraying without wiping), then we end up with Figure 2.
What Sinner showed is that where mechanical action decreases, longer times are required to deliver the same cleaning efficacy. In the case of the cleanroom, this would be contact time (and even then, the agent may not reach the intended target). Mechanical action can also be improperly performed. For example, cleaning in the wrong direction for granulated surfaces.
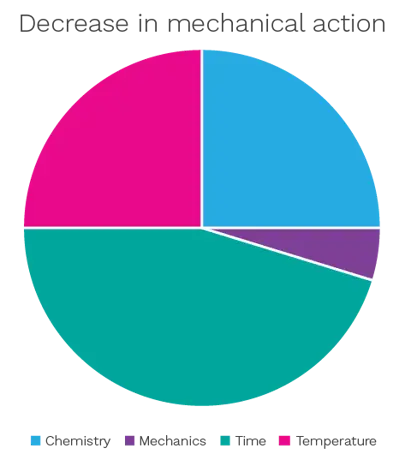
Figure 2: Sinner's circle our of balance for mechanical action
In contrast, if the chemistry is incorrect (say an incorrectly prepared chemical that is over-diluted), then more mechanical action (or wiping) and a longer contact time would be needed if any attempt is to be made to reach the same level of efficacy. This is illustrated in Figure 3. Whereas, if time is incorrect then the only recourse might be an increase in the vigour of mechanical action, as per Figure 4.
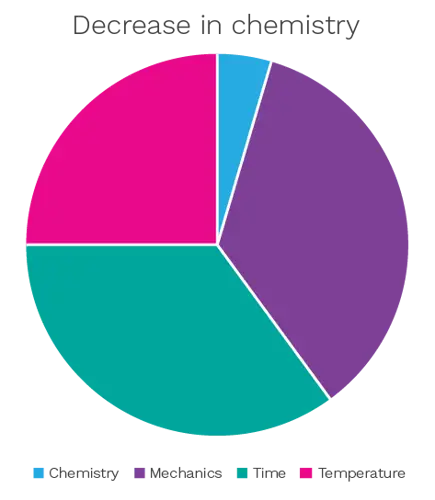
Figure 3: Sinner's circle out of balance for chemistry
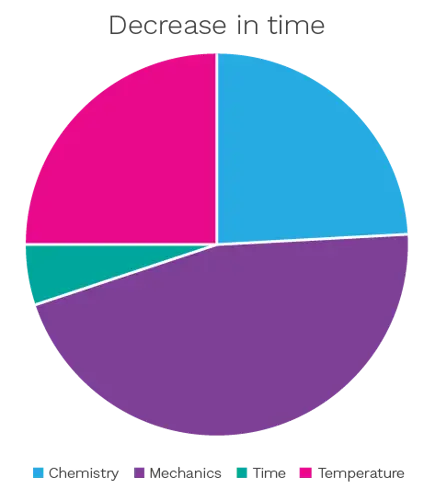
Figure 4: Sinner's circle out of balance for time
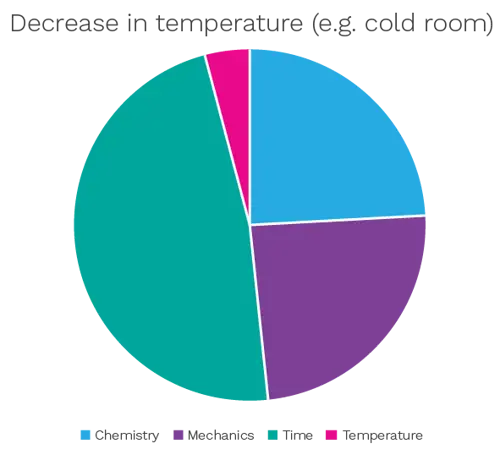
Figure 5: Sinner's circle out of balance for temperature
Temperature is an important factor for many cleaning processes. This is especially important for equipment cleaning since the efficacy of a detergent tends to increase with temperature (often predictable according to a quotient, such as every 10oC rise).
This is a variable that does not translate to cleanroom cleaning or disinfection as these tend to be undertaken at ambient conditions. However, should these activities be undertaken in a cold room, then contact times need to be increased to compensate for the lower temperatures. This is illustrated in Figure 5.
Hence, the classic Sinner approach informs us that chemistry / chemicals, mechanical power / wiping, time (especially contact time) and temperature (especially decreases in temperature) each represent the four essential factors that determine the success of both cleaning and disinfection.
Working through the Sinner Circle approach with personnel who perform either cleaning or disinfection can represent a useful training aid.
The requirements of the Sinner Circle can be enhanced. Researchers Wilson and colleagues (2) and Fryer and Asteriadou (3) have proposed adaptations. Factors to add include
To this, I think the time that soiling has been in contact with the surface and the microbial factors can be added:
Each of these are factors independent of the cleaning agent or disinfectant. Another important consideration is people.
This leads to a modified representation of the important considerations for cleaning and disinfection, which can be represented as Figure 6.
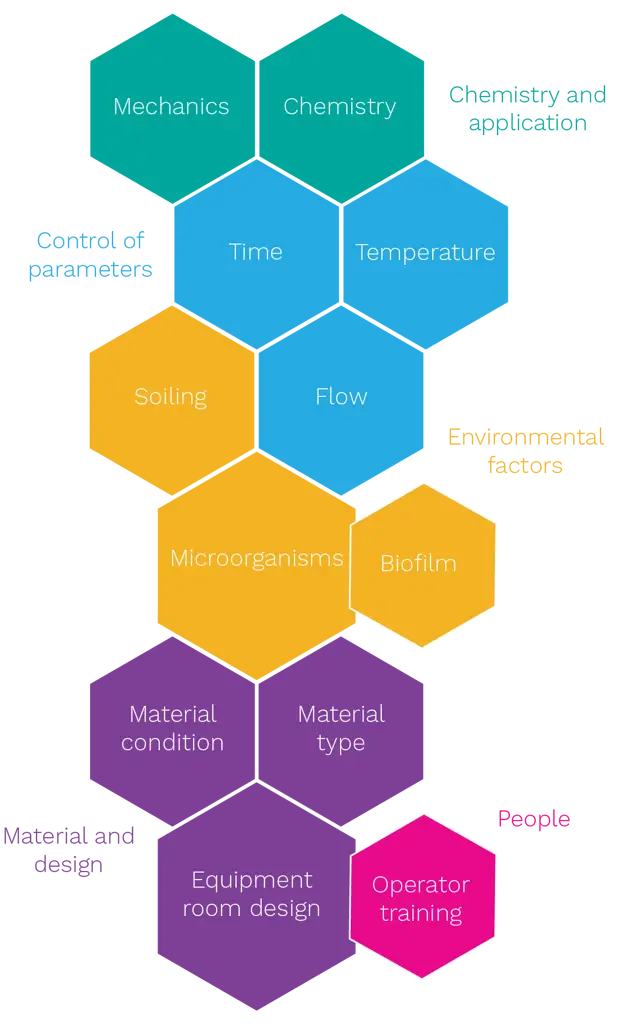
Figure 6: Sandle's representation to the essential factors for cleaning
Figure 6 can only present a broad overview. Within each area, further details will no doubt be required. With design, for example, the dimensions and spatial area of the item to be cleaned are of great importance, both in terms of cleanability and to assess the quantity of cleaning chemicals required and the time anticipated for the cleaning to take. Time is also dependent upon the method of cleaning and the expected level and type of contamination.
A related area of importance is when approaching something that is new for cleaning or disinfecting. Here the following schematic (Figure 7) may be useful:
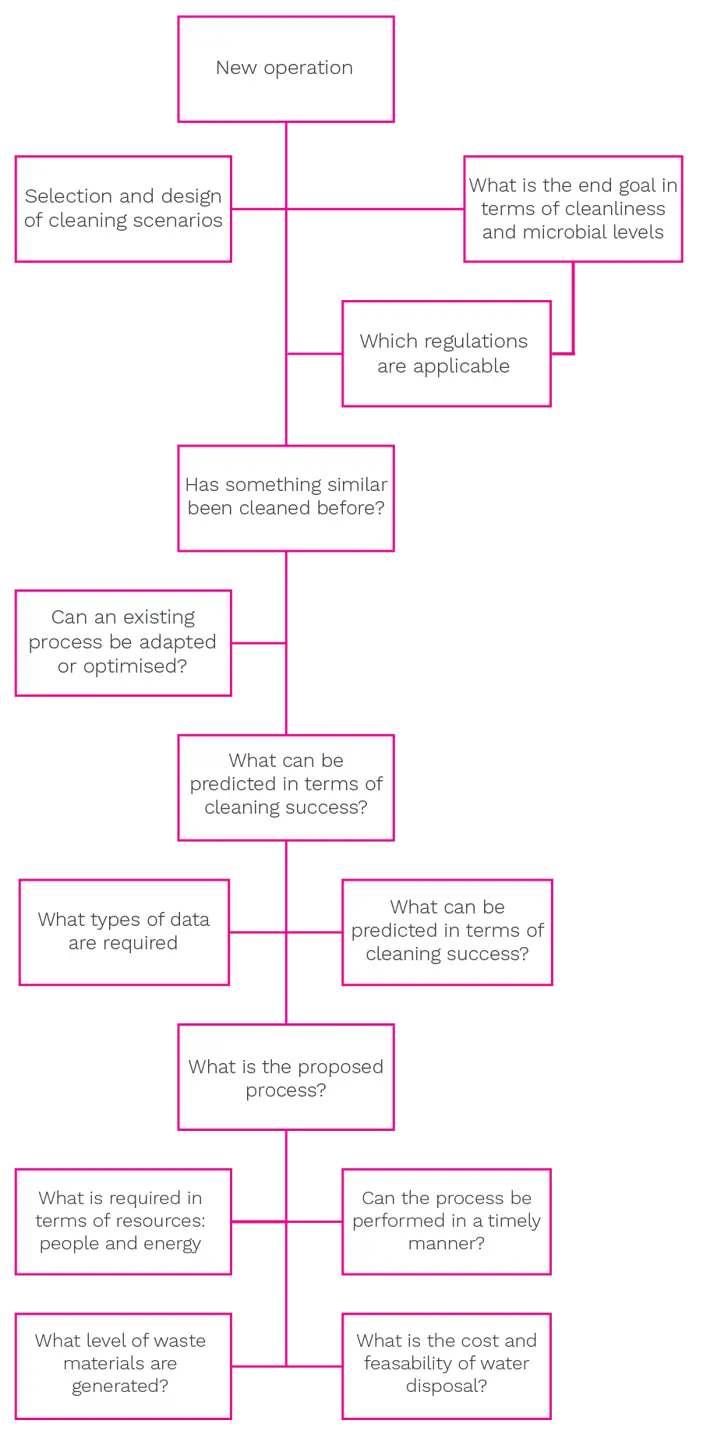
Figure 7: Key questions to consider when designing a new cleaning process
Not every point included in Figure 7 will be required for every scenario and there will be differences between cleaning a new item of equipment to disinfecting a modified cleanroom. In addition, the level of detail required for each scenario will vary and as such different types of models are appropriate for different situations. Generally, data inputs are needed, such as how ‘clean’ is to be assessed (e.g., visually, based on conductivity, based on carbon or tests for a specific substrate). This leads to decisions relating to test methods and the level of test sensitivity required, as well as how samples are to be taken (especially surface samples, rinse samples, or the general combination thereof). Where microbial concern is a feature, separate tests to estimate microbial numbers or the presence of microbial toxins will be required.
In some cases, the standard swab and rinse sampling are sufficient to assess pre- and post-cleanliness levels. However, it may be that more sophisticated measurements are required, prompting the use of methods like atomic force microscopy, quartz crystal microbalance, optical profilometry, micromanipulation, millimanipulation, fluid dynamic gauging and chemical mapping (using infrared spectroscopy or X-ray spectroscopy) (e.g., Whitehead et al., 2011) or for microbial fouling and biofilms, differential staining.
1. Basso, M. Simonato, M., Furlanetto, R., De Nardo, L. Study of chemical environments for washing and descaling of food processing appliances: An insight in commercial cleaning products, Journal of Industrial and Engineering Chemistry, 53, 2017: 25-36
2. Wilson D., Christie, G., Fryer, P. et al. Lssons to learn from roadmapping in cleaning and decontamination, Food and Bioproducts Processing, 153, 2022: 156-164
3. Fryer, P. and Asteriadou, K. A prototype cleaning map: A classification of industrial cleaning processes, Trends in Food Science & Technology, 20 (6-7), 2009: 255-262
4. Evans A, Slate AJ, Akhidime ID, Verran J, Kelly PJ, Whitehead KA. The Removal of Meat Exudate and Escherichia coli from Stainless Steel and Titanium Surfaces with Irregular and Regular Linear Topographies. Int J Environ Res Public Health. 2021 Mar 19;18(6):3198


